
高铁,早已经成为中国制造的一张标志性的名片。有人说有一种稳稳的幸福,就是当我们看到中国的高铁疾驰千里。这位大国工匠年度人物,他被形容为中国高铁“膝盖”的雕刻师。

这是我国全新一代动车组CR450,它正以450公里的时速进行运行测试。整车“身高”降低,“体重”减轻,如何保障行驶又稳又安全?这给高铁制造带来新的挑战。

管益辉曾带领团队,用近3年时间,成功攻克时速300公里以上动车组轴箱体的制造。
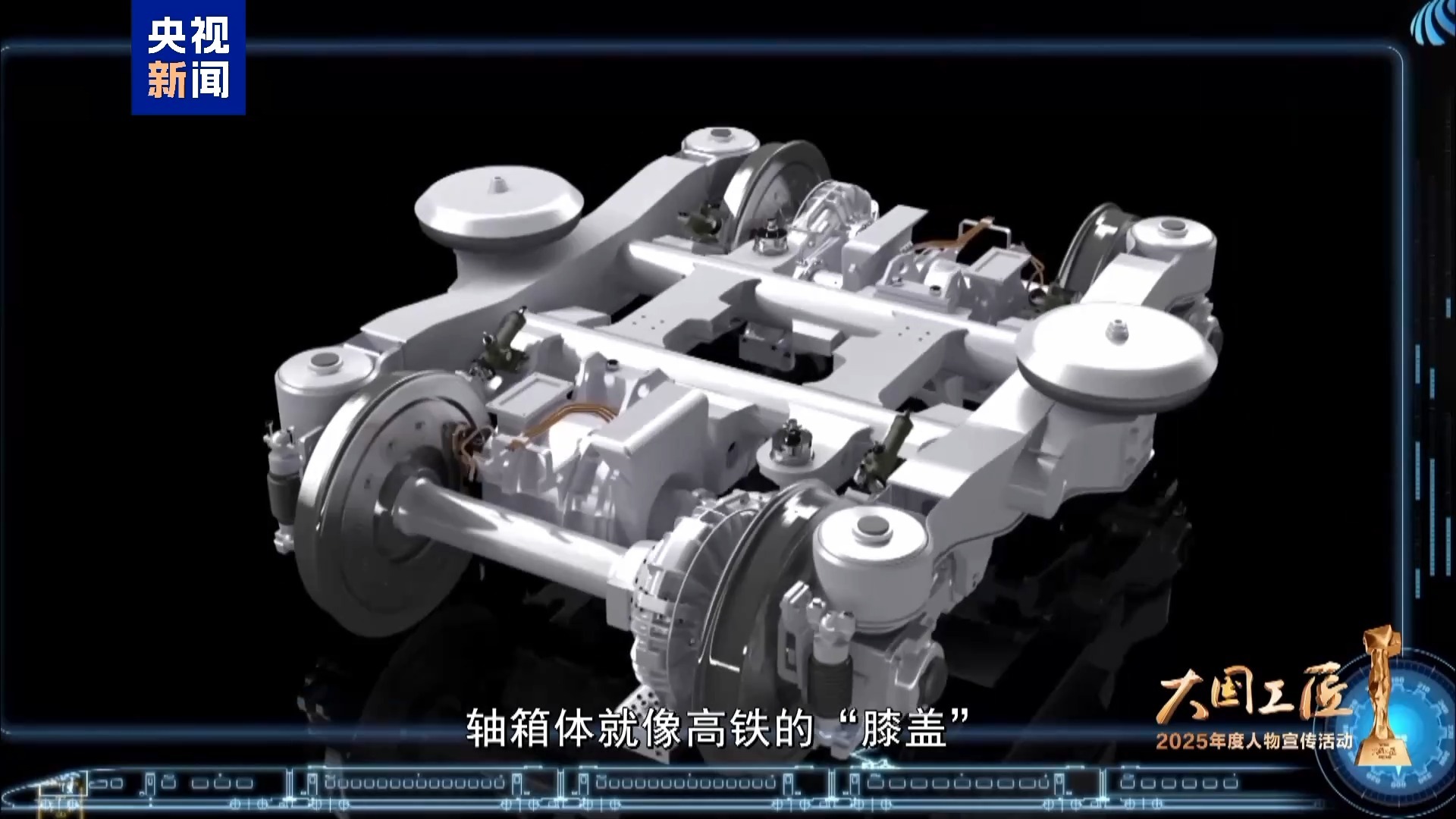
轴箱体就像高铁的“膝盖”,是支撑整个车身,让车轮灵活转动的关键部位。在高铁运行时,轴箱体既要承受高速奔跑时的巨大压力,又要像灵活的关节一样,实现车轮的左右摆动和前后移动。
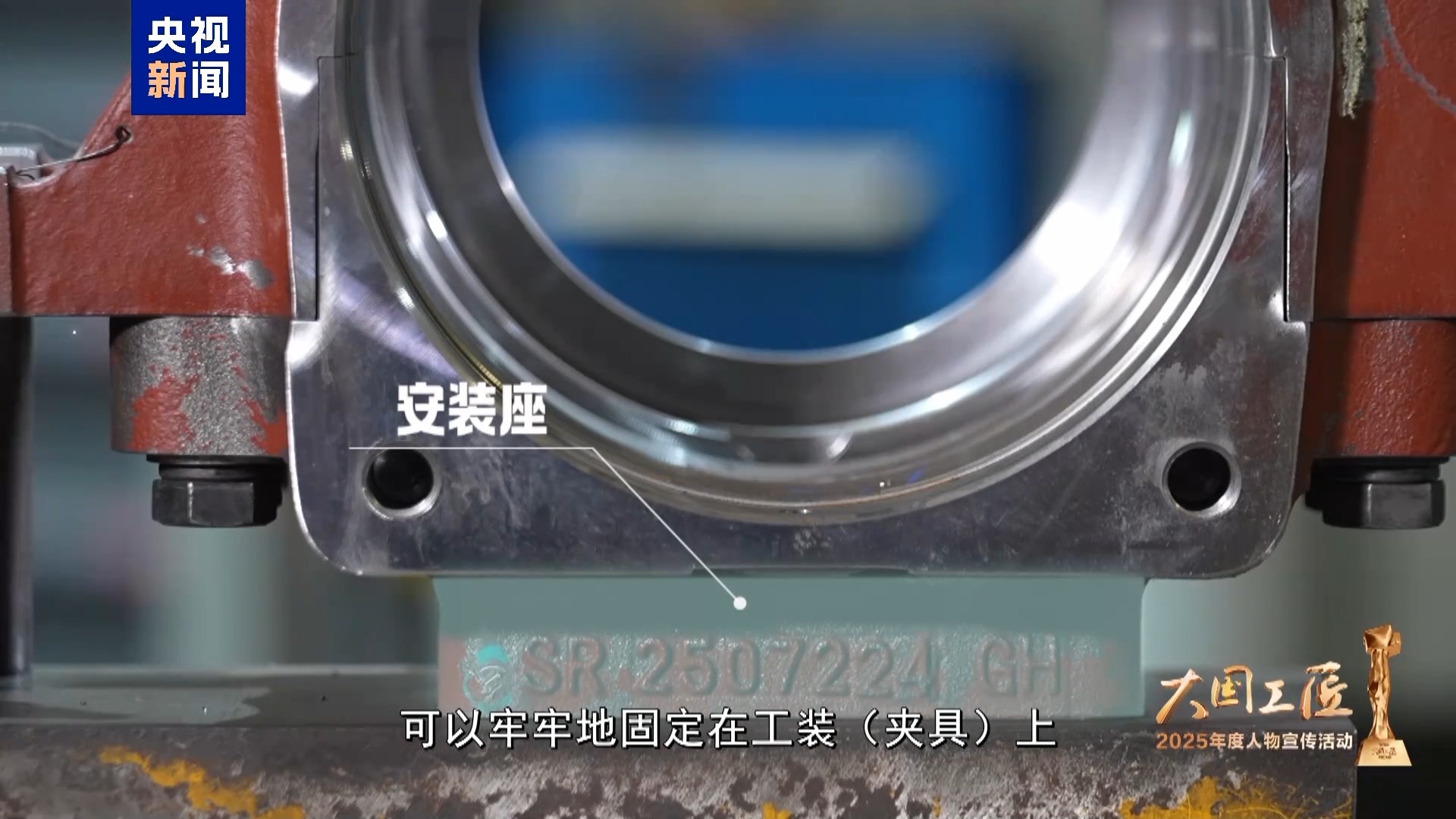
时速350公里的轴箱体底部有一个安装座,可以牢牢地固定在工装(夹具)上再进行加工。而CR450的轴箱体的重量减少了近十分之一,没有了这个安装座。管益辉想尽办法、反复尝试,都难以彻底固定住轴箱体。
管益辉:实在没有办法了,想到了减震器这个面跟节点孔的表面,悬空的这种方式非常非常不合理。

这个轴承孔是薄壁不规则形状,手工测量上下偏差必须在0.029毫米以内。而轴承孔底部悬空,加工时产生的微震就会放大,要达到如此严苛的精度要求几乎是不可能的。
按常规经验,数控精加工的刀具,角度越小越锋利,切削效果也越好。管益辉选出十几把锋利刀具,配合进刀速度逐一尝试,都没有成功。
反复试错中,管益辉突然想到,会不会刀具太锋利,和工件“硬碰硬”反而会放大震动?他打破常规,另辟蹊径,改用钝一点的刀具一点点尝试,再配合不同刀具的耐磨耐热特性,分步多次切削,分解加工应力,终于解决了加工中的震动问题。

随后,管益辉调整优化了柔性数控生产线的上万行代码、123套程序,形成了一种全新的加工工艺,成功将轴箱体拆卸后的孔径公差范围控制在微米级。
当一个完美的CR450轴箱体终于制造成功时,管益辉自己都激动得难以置信。

从时速160公里普速列车到时速400公里复兴号,管益辉见证并参与了中国速度的飞跃。这位与轴箱体相伴21年的高铁工匠,用“干就完了”的信念,将不可能变成了中国标准。

管益辉女儿说,小时候放学回家,推开门闻到一股浓浓的机油味儿,她就知道是爸爸回来了。但更多的时候,直到进入梦乡,也没有等到他回家。有一次爸爸说,我现在坐的这个高铁,其中有一个零部件是爸爸亲手参与制造的,它可以让这个高铁跑得又快又稳。

能够被自己的家人这样热爱和崇敬的丈夫、父亲是幸福的,而能够被人民礼赞和铭记的工匠是伟大的。从一名普通的工人成长为首席技能专家,管益辉的职业生涯就如同一段始终向前的高铁旅程。这段旅程上留下了他和团队发奋钻研、攻坚克难的热血印记。
(总台央视记者 岳群 李欣 杨晓波 安洋 方小婷)配资手机股票配资
盛达优配提示:文章来自网络,不代表本站观点。
相关文章


推荐资讯